Некоторые неисправности в собственном автомобиле можно устранить и самостоятельно. К примеру, заменить и притереть новые клапаны. Процесс притирки клапанов головки цилиндров является, пожалуй, самым ответственным моментом во время ремонта ГБЦ. В данной статье мы подробно объясним вам о том, какие инструменты понадобятся для притирки клапанов самостоятельной, и как можно подробнее расскажем о самом этом процессе.

Компоненты для притирки клапанов
Притирочная паста
Использование абразивных паст даёт возможность для получения наилучшей шероховатости обрабатываемой поверхности и увеличение производительности работ. Используется в целях притирки клапанов.

«Шарошка»
Применяется для снятия небольшого слоя металла, выработанного на гнезде клапана. Шарошка собой представляет наставку для клапана гнезда, которая сделана по форме посадки клапана, в зоне контакта с гнездом клапана присутствуют зубья, снимающие выработку с клапанного гнезда. В настоящее время при должном старании можно подобрать шарошку фактически к каждой ГБЦ. После того, как шарошка будет подобрана, нужно поставить её на клапанное гнездо и начать вращать. Вращать нужно аккуратно до тех самых пор, пока на клапанном гнезде не появится блестящий чистый круг, форма которого соответствует рабочей области нового клапана.

Новый клапан
Если вы случайным образом обнаружили, что клапаны автомобиля немного изогнуты, то попытка их выпрямить приведёт только к потраченным силам и времени. Более правильным будет отправиться в автомагазин и приобрести там новый клапан.
Изготовление инструмента для притирки
Для этого нам понадобится:
- трубка, длина которой 20-25 сантиметров, с отверстием внутри (диаметр данного отверстия должен при этом составлять на 2 или 3 сантиметра больше, чем диаметр стержня клапана вашего автомобиля)
- дрель, сверло которой составляет 8.5 миллиметров
- газовая или контактная сварка
- гайка и болт, размер которых 8 миллиметров.
Процедура изготовления
Возьмите трубку и дрель и просверлите около самого края отверстие в 8.5 миллиметров. Затем возьмите гайку и аккуратно, чтобы не повредить резьбу, приварите её над просверленным отверстием таким образом, чтобы можно было прикрутить болт, и этот болт мог бы дотянуться до противоположного края трубки. После этого сделайте рукоятку для полученного приспособления, загните её прямым углом или наварите на обратный конец поперечную трубку так, чтобы вам было достаточно удобно удерживать её во время работы.
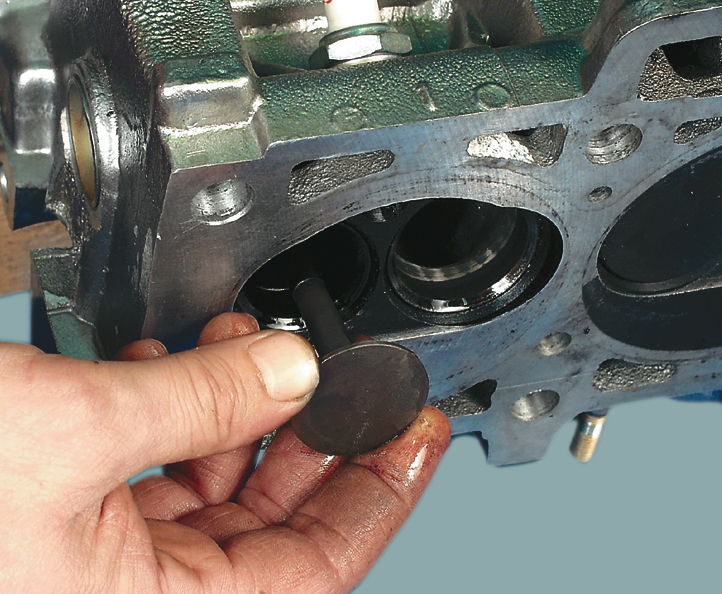
Клапаны демонтируют при помощи съёмников, которые значительно упрощают операции по установке извлечению и клапанов. После того, как клапаны будут извлечены с участков, которые прилегают к седлу, скрепками из цветных металлов удаляют нагар, действуя при этом очень осторожно, чтобы не сделать рисок на рабочих фасках седла и клапана.
2 основных вида дефектов у клапанов и седел
- рабочие фаски покрыты налётом нагара и раковинами
- однако у них имеется правильная форма; рабочие фаски покрыты нагаром и раковинами, однако коническая правильная форма нарушена – на конической поверхности присутствует ступенчатая поверхность, а коническая фаска закруглена.
В первом случае клапан будет достаточно просто притереть, а вот во втором перед притиркой придётся рабочую фаску протачивать на токарном станке или шлифовать на круглошлифовальном станке, а седло клапана обрабатывать коническими шарошками. После того, как фаска седла будет исправлена, специальной оправкой с индикатором проверяют концентричность фаски седла относительно отверстия направляющей втулки стержня клапана. Биение, которое допускается, не должно быть больше 0,03 мм. Если биение будет повышено, необходимо будет снова исправлять фаску и притирать клапаны. Клапаны притираются при помощи специальной притирочной дрели, при вращении которой клапан автоматическим образом повёртывается в ту или иную сторону, и постепенно вращается по окружности. Притирать также можно коловоротом или ручной дрелью, резиновым присосом или отвёрткой. В заводских условиях клапаны притирают на специально предназначенных именно для этой цели притирочных станках.
Перед тем, как начинать притирку, под клапан обязательно ставят очень слабую пружину. На фаску седла и клапана с целью грубой притирки наносят специальный слой притирочной пасты для клапанов.
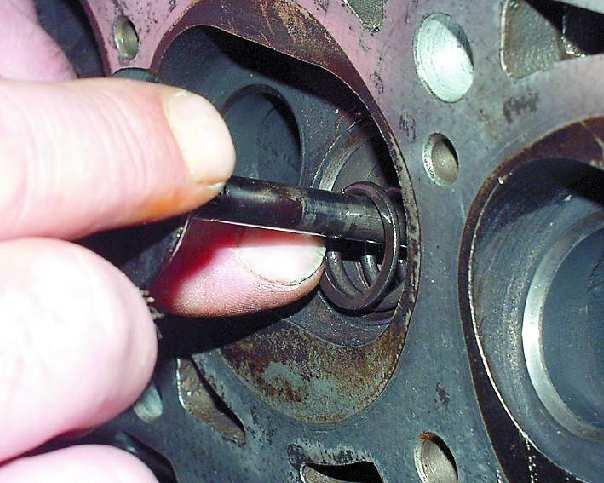
Грубую притирку продолжают осуществлять до тех самых пор, пока не исчезнут все раковины и царапины, после этого вытирают клапан и седло салфеткой или концами. Затем окончательно притирают пастой до того, рабочие поверхности приобретут равномерный матовый цвет. Ширина притёртой поверхности должна составлять 1-1.5 миллиметров.
Для того чтобы предварительного оценить качество притирки сразу в нескольких местах нужно нанести карандашом поперечные чёрточки. Если притирка достаточно качественная, то от одного поворота клапана в седле с лёгким нажимом все чёрточки должны удалиться. Если чёрточки остались, это будет явно указывать на то, что притирка была выполнена не очень качественно, и её необходимо продолжить.
Окончание процедуры притирки
После того, как притирка будет закончена, нужно будет удалить остатки пасты с клапана, седла и направляющей втулки путём их промывания керосином, после этого направляющую втулку и стержень клапана смазывают маслом для двигателя. Если отсутствуют съёмники для сжатия пружин, применяются различные подручные средства. Клапаны непременно проверяют на их герметичность, наливая для этого на головку клапана керосин. Хорошо притёртые клапаны при этом не должны пропускать керосин как минимум 1-2 минуты.
Чтобы узнать, была притирка выполнена или нет, нужно обязательно обратить своё внимание на состояние поверхности клапана – на ней появляется дорожка серого цвета, ширина которой составляет около 2 миллиметров. Если такая дорожка имеется, значит, процесс был завершён.