Содержание [скрыть]
В машиностроительных технологиях металлообработки есть немало необычных и интересных способов снятия метала при изготовлении точных и особо точных деталей. Если использовать сравнение, то хонингование можно назвать высшим пилотажем металлорежущего процесса.
Что такое хонингование цилиндров – это завершающая стадия обработки металлической детали. Сверхточное снятие с обрабатываемой поверхности детали тончайших, микронных слоев металла. Благодаря применению специальных сложных инструментов и сверхтвердых материалов появилась возможность на заключительном этапе приводить геометрию и чистоту поверхности к 10 и 11 классу. Правда, подобное высокое качество может быть обеспечено только применением тонких алмазных порошков, что повышает стоимость обработки.
Технология хонингования гильз блока позволяет получить:
- высокое качество внутренней поверхности гильзы, называемой еще зеркалом;
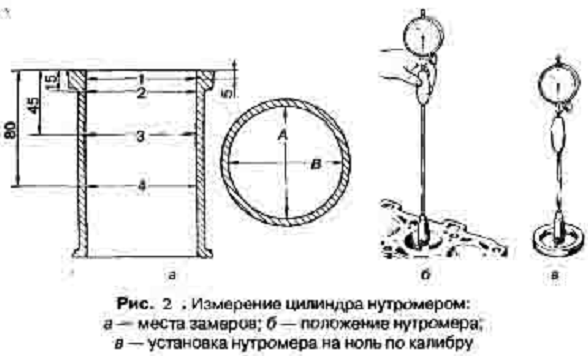
- точную геометрию гильзы, минимум таких дефектов, как «бочкообразность», «конусообразность», исправление отклонения от круглой формы и точного расположения оси отверстия в блоке двигателя;
- изменение структуры поверхностного слоя металла гильзы.
Технология хонингования блока цилиндров появилась, как ответ на потребность в точной обработке цилиндров двигателей внутреннего сгорания, в первую очередь дизелей. От точности геометрии гильз, качества их поверхности зависит ресурс двигателя и его рабочие параметры.
Теория хонингования блока цилиндров
В процессе хонингования металл с внутренней поверхности цилиндра блока удаляется способом, очень сходным по природе с процессом шлифования. Суть обработки состоит в том, что снятие металла происходит специальным инструментом для хонингования, называемым хоном. Рабочая поверхность хона касается внутренней поверхности цилиндра по окружности определенной ширины, как правило, очень небольшой. При этом сам хон в ходе обработки, с помощью приспособления для хонингования, перемещается вверх-вниз, строго по оси цилиндра в двигателе.

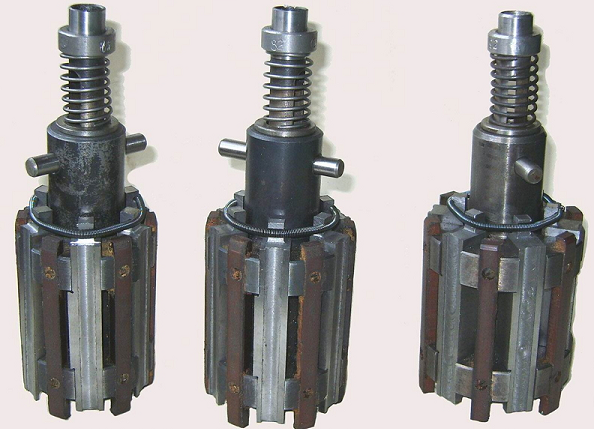
Конструкция хона представляет собой набор абразивных брусков, расположенных по периметру инструмента и закрепленных в регулируемой металлической оправке. С помощью оправки мастер может регулировать наружный диаметр, образованный рабочей поверхностью брусков. В верхней части хона находится муфта, с помощью которой хон закрепляется на стальном штоке.
После помещения хона в цилиндр блока двигателя тщательно выравнивается соосность штока и оси цилиндра, иногда для этого приходится перемещать и подстраивать положение блока цилиндров. Затем оправкой хона регулируется вылет шлифовальных брусков и усилие, с которым они прижимаются к обрабатываемой поверхности. Все перечисленные подготовительные операции установки блока двигателя в большой степени влияют на точность обработки, поэтому всегда выполняются с максимальной тщательностью.
Процесс хонингования зеркала цилиндра проводится с применением специальной рабочей жидкости. В более простых операциях применяется очищенный керосин, а для хонингования особо ответственных изделий – специальные смазочно-охлаждающие жидкости на основе водно-масляных эмульсий. Чаще всего используется 7% раствор концентрата НСК-5 в воде.
В качестве шлифовальных брусков применяются специальные спеченные композиты на основе микронных порошков кубического нитрида бора или алмазосодержащие матрицы с металлическим связующим.
Хитрость хонингования заключается в следующем:
- главное условие успешного хонингования цилиндров – это обеспечение равномерного давления шлифующего инструмента на обрабатываемую поверхность – зеркало цилиндра блока. Благодаря этому геометрия отверстия получается практически идеальной формы;
- кроме колебательных движений вдоль оси цилиндра блока, при хонинговании шток придает хону небольшие круговые колебания вокруг своей оси. Тем самым исключается возможная неравномерность шлифования из-за различий в качестве шлифовальных брусков.
Качество поверхности зеркала цилиндров блока двигателя после хонингования практически приближается к качеству металла после суперфиниширования – обработки с помощью мельчайших микронных абразивных порошков до состояния зеркальной поверхности. Но, в отличие от последней, обработка хонингованием имеет производительность, превышающую суперфиниширование более чем в 2,5раза.
Что дает хонингование поверхности цилиндров
Хонингование применяется как доводочная операция после расточки цилиндра блока двигателя до необходимого диаметра. После обработки внутренней поверхности металла резцом, даже при использовании специальных режимов точения, шероховатость поверхности редко получается лучше Ra1,6 по 6 классу точности, тогда как хонингование поверхности дает прекрасную геометрию и качество Ra0,2 по 10 классу точности. Обработке подвергают чугуны, углеродистые стали, бронзы и дюралюминий.

Хонингование цилиндров блока двигателя своими руками
Лучшим вариантом ремонта двигателя всегда была специализированная автомастерская, располагающая необходимыми расточными и хонинговальными станками, специализированным измерительным инструментом, а главное – квалифицированными мастерами, выполнившими не один ремонт цилиндров блока двигателя.
Но при наличии слесарных навыков и сверлильного станка можно попробовать освоить операцию хонингования своими руками. Лучшим вариантом было бы получить пару уроков хонингования отверстий у опытного мастера, на крайний случай изучить опыт, выложенный на многочисленных видео в сети. На третий-четвертый раз операция хонингования цилиндра блока будет успешно освоена.
Самые примитивные, но реальные варианты
При помощи обычной дрели
Для простых и легких блоков с диаметром гильзы не более 50 мм отдельными мастерами используется самый примитивный способ – с помощью электрической дрели и маятникового хона.
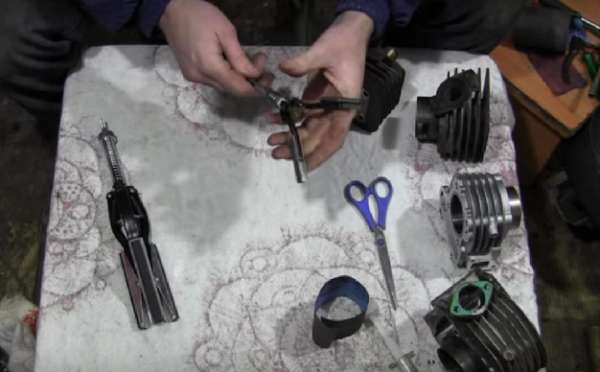
Суть способа сводится к использованию в хонинговании набора наждачных шкурок с различной зернистостью, которую обертывают вокруг лапок хона и вводят в цилиндр, предварительно залитый моторным маслом. Метод прост и легко воспроизводится, если в алюминиевый блок запрессована короткая стальная гильза. Производительность и точность подобной обработки низкая и больше напоминает притирку поршня к гильзе.

Вместо специализированного мерительного инструмента в контроле цилиндра блока используют ремонтный поршень. После проведения двух-трех проходов обработку прекращают для измерения полученного размера гильзы цилиндра. Если смазанный моторным маслом поршень входит в промытую гильзу с небольшим усилием, то обработку хонингованием прекращают.
Обработка гильзы блока двигателя с использованием сверлильного станка
Более точный и продуктивный способ хонингования гильз можно освоить, если у вас есть сверлильный станок на тяжелой станине с мощностью привода не менее 800-900Вт.
Для получения качественного результата обработку необходимо проводить с использованием самодельного или промышленного хона, рассчитанного на диаметр гильзы вашего двигателя.
Для управления процессом следует предварительно промерить диаметры гильзы в нескольких местах.
Процедура проводится в следующем порядке:
- Блок выставляется на рабочей плите станка или фиксируется в тисках. Самым сложным будет получить совпадение оси вращения рабочего патрона станка и оси гильзы. Иногда используется цилиндрическая оправка из дерева, по диаметру меньше внутреннего размера гильзы на пару миллиметров. Для центровки пиноль станка опускается с деревянной оправкой в полость гильзы блока, и только после этого фиксируется блок.
- После установки гильзы с блоком двигателя в необходимом положении в патрон сверлильного станка устанавливается хон.
- На самых малых оборотах вращения с помощью ручной подачи инструмент опускается в гильзу на всю ее длину. Если при этом не возникает биений или вибраций, операцию повторяют в течение 5-7 минут, интенсивно добавляя в гильзу цилиндра смесь моторного масла с керосином.

Обработка применяется не только для гильзы. Достаточно часто она используется для шлицевых соединений и даже для наружной поверхности поршневых колец. В отдельных случаях ресурс маслосъемных колец после специальной формы хонингования повышается на 100-150%.
На видео хонингование цилиндров своими руками: