Обслуживание блока цилиндров
Подготовка, снятие наружных компонентов Блок цилиндров и сопутствующие компоненты. Двигатели SOHC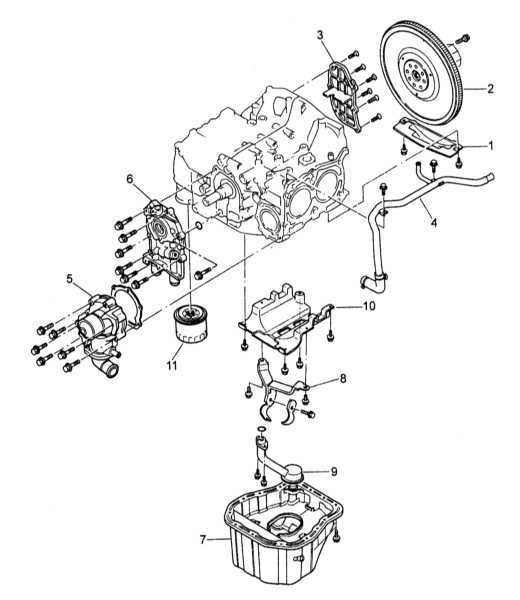 | |
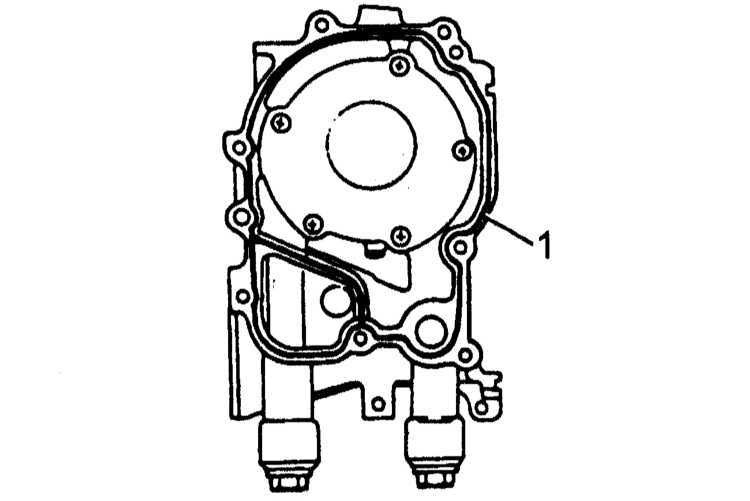
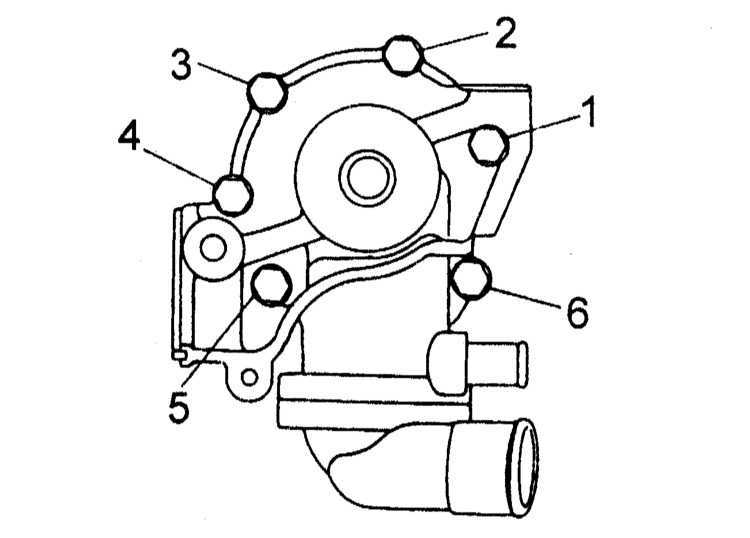
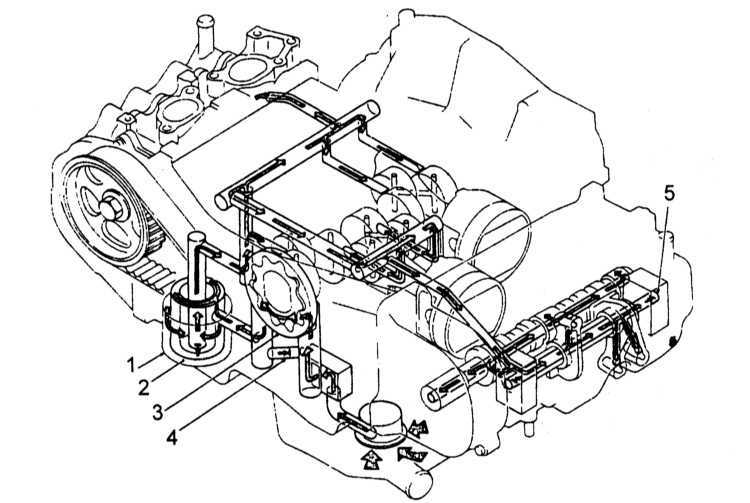
1 — Нижняя крышка картера сцепления 2 — Маховик 3 — Крышка маслоотделителя 4 — Патрубок охладительного тракта 5 — Водяной насос 6 — Масляный насос | 7 — Поддон картера 8 — Кронштейн маслозаборника 9 — Маслозаборник с сетчатым фильтром 10 — Маслоотражательная перегородка 11 — Масляный фильтр |
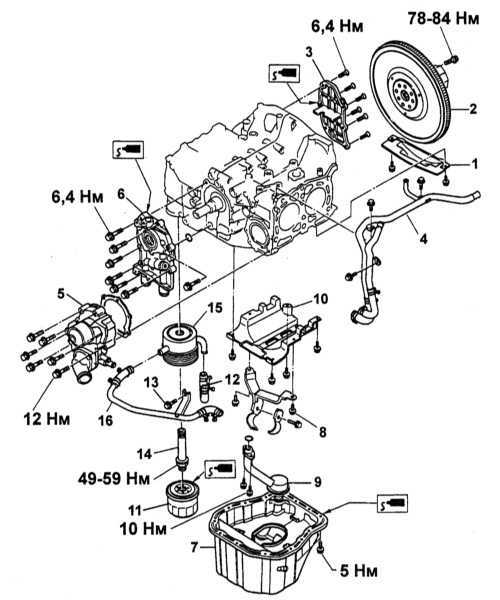 | |
1 — Нижняя крышка картера сцепления 2 — Маховик 3 — Крышка маслоотделителя 4 — Патрубки охладительного тракта 5 — Водяной насос 6 — Масляный насос 7 — Поддон картера 8 — Кронштейн маслозаборника | 9 — Маслозаборник с сетчатым фильтром 10 — Маслоотражательная перегородка 11 — Масляный фильтр 12 — Соединительная трубка 13 — Болт крепления кронштейна 14 — Соединительная трубка 15 — Маслоохладитель 16 — Перепускной патрубок охладительного тракта |
ПОРЯДОК ВЫПОЛНЕНИЯ | |
|
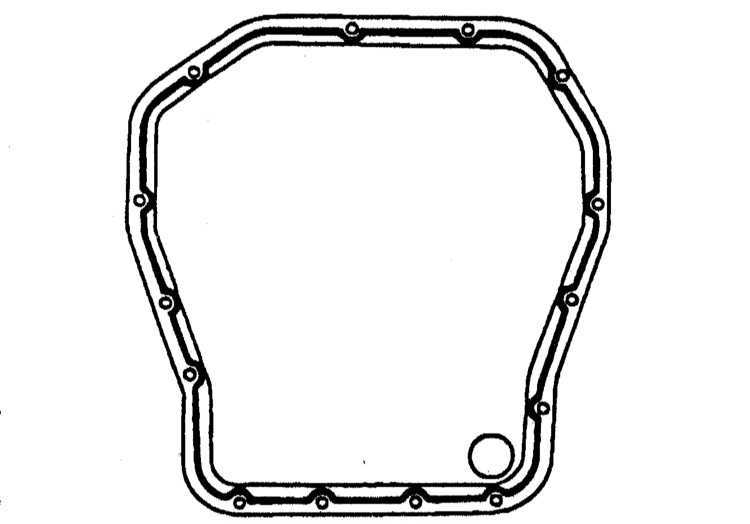
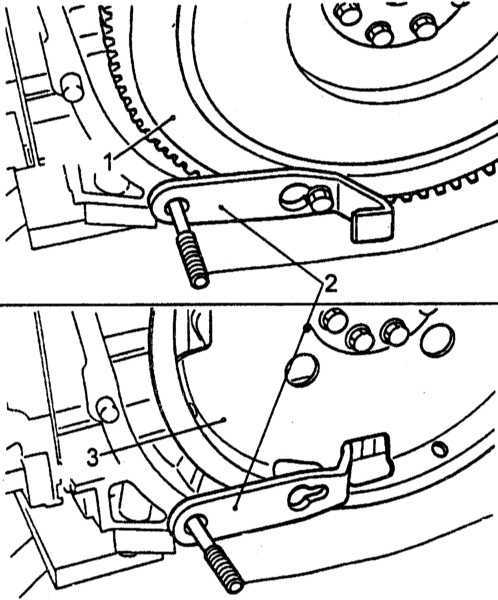 | |
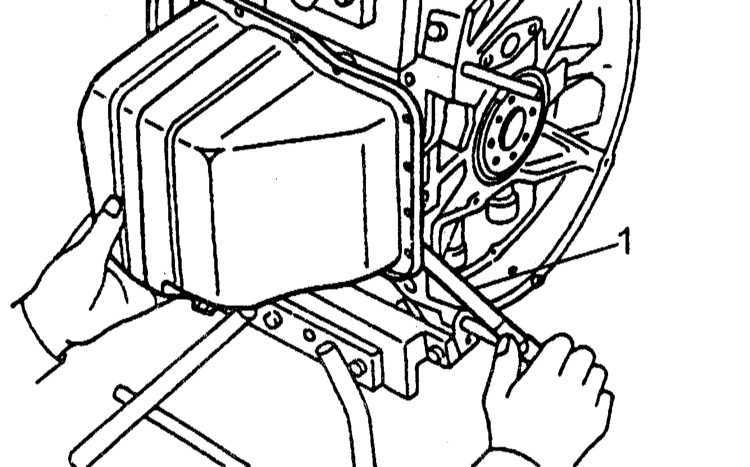
1 — Маховик (модели с РКПП) 2 — Стопорная скоба 3 — Приводной диск (модели с АТ) |
|
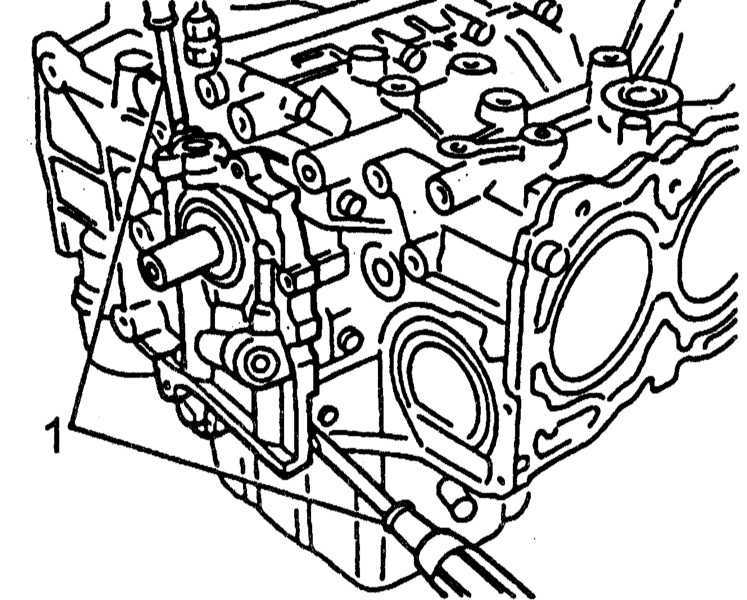 | |
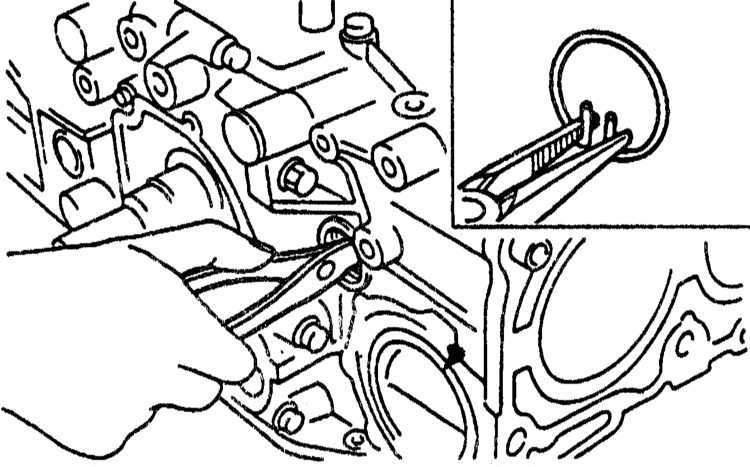
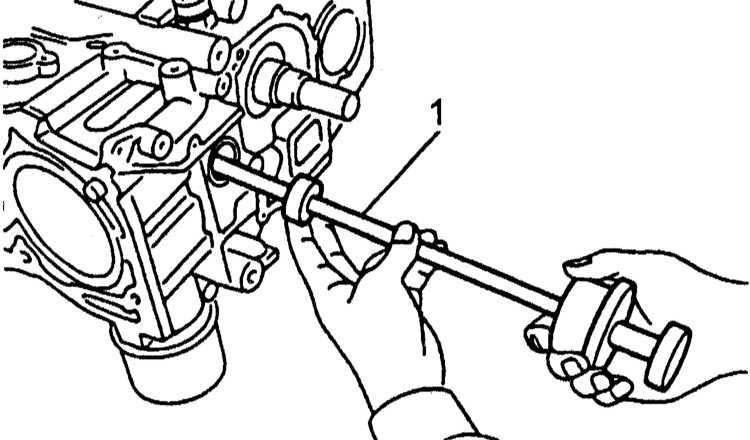
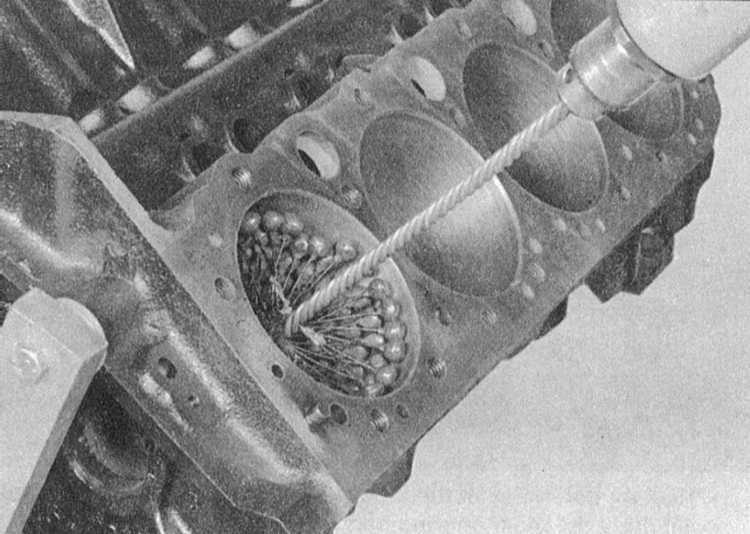
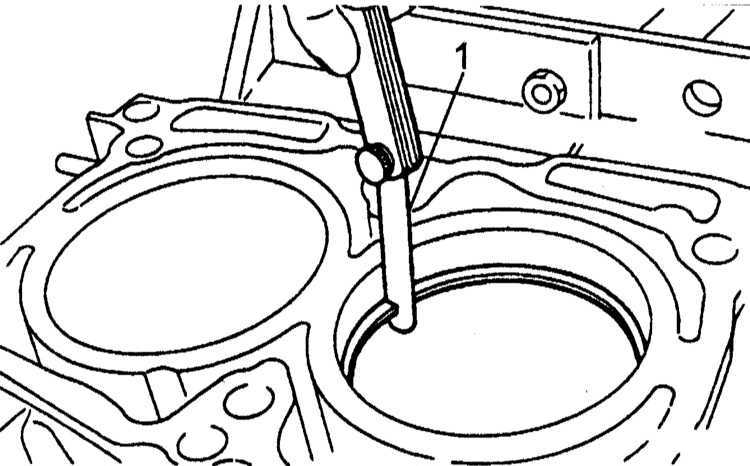
1 — Отвертка |
|
ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||
| ||||||||
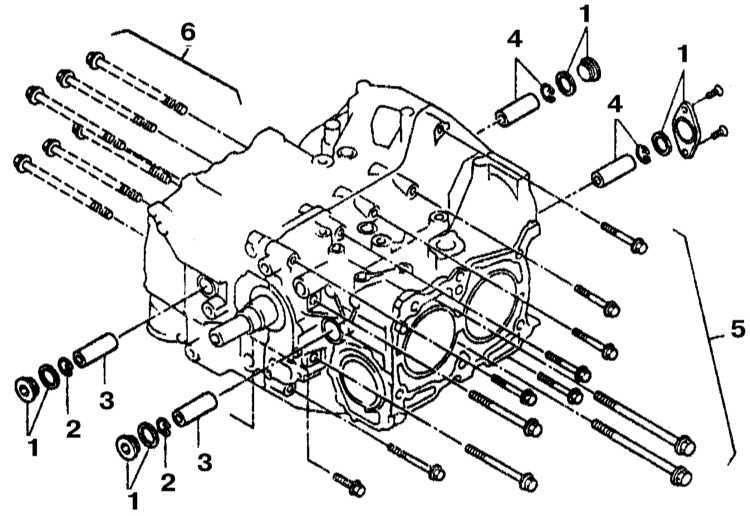 | |
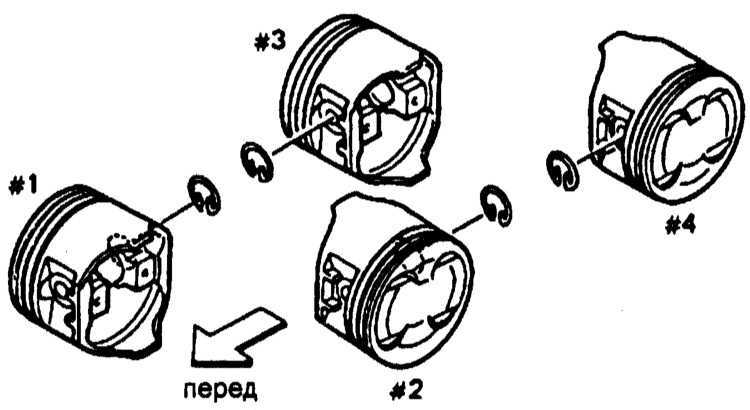
1 — Пробки технологических отверстий 2 — Стопорные кольца 3 — Пальцы поршней передних цилиндров 4 — Стопорные кольца и пальцы поршней задних цилиндров 5 — Стяжные болты 6 — Стяжные болты |
|
ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||
| ||||||||||

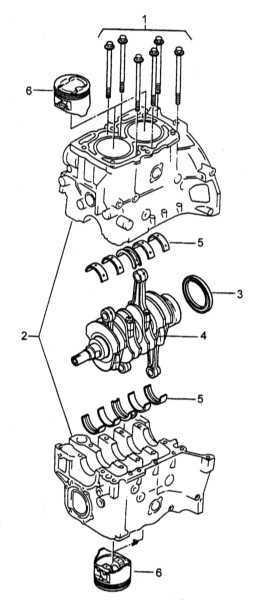 | |
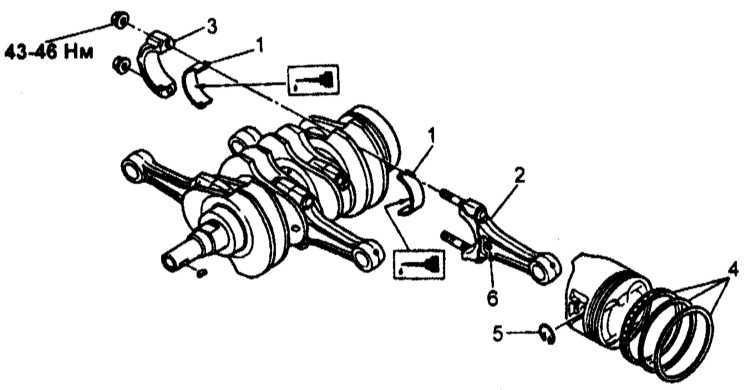
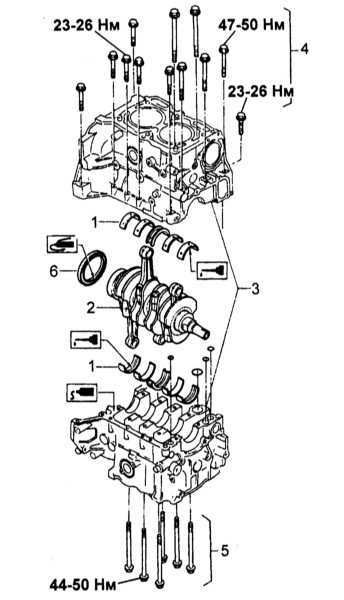
1 — Стяжные болты 2 — Полублоки 3 — Сальник 4 — Сборка коленчатого вала с шатунами 5 — Вкладыши коренных подшипников 6 — Поршень |
|
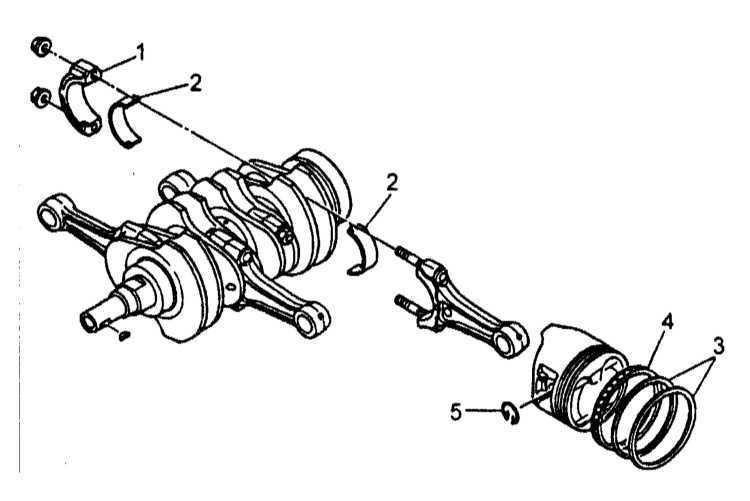 | |
1 — Крышка нижней головки шатуна 2 — Вкладыши шатунных подшипников 3 — Компрессионные кольца 4 — Маслосъемное кольцо 5 — Стопорное кольцо поршневого пальца |
|
ПОРЯДОК ВЫПОЛНЕНИЯ | |||||
|


ПОРЯДОК ВЫПОЛНЕНИЯ | |
|
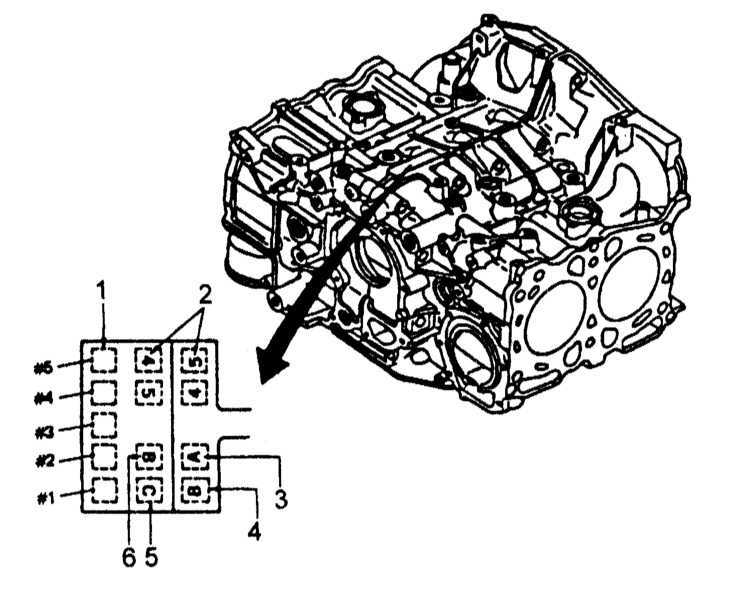 | |
1 — Маркировка размера коренных подшипников 2 — Маркировка комбинации левого и правого полублоков 3 — Маркировка размера цилиндра № 4 4 — Маркировка размера цилиндра № 2 5 — Маркировка размера цилиндров № 1 6 — Маркировка размера цилиндра № 3 |
|
ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||











 |
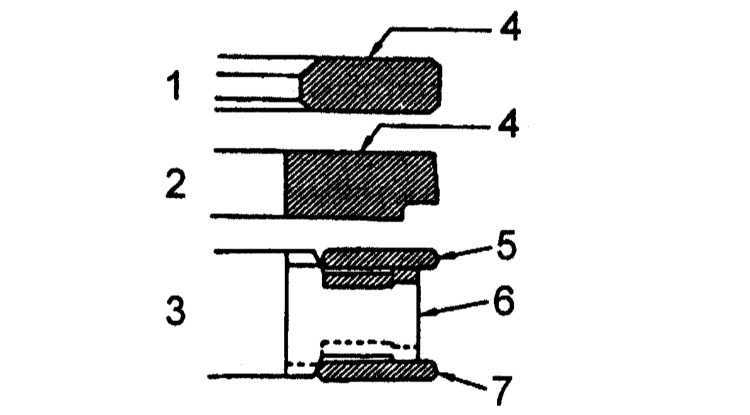 | |
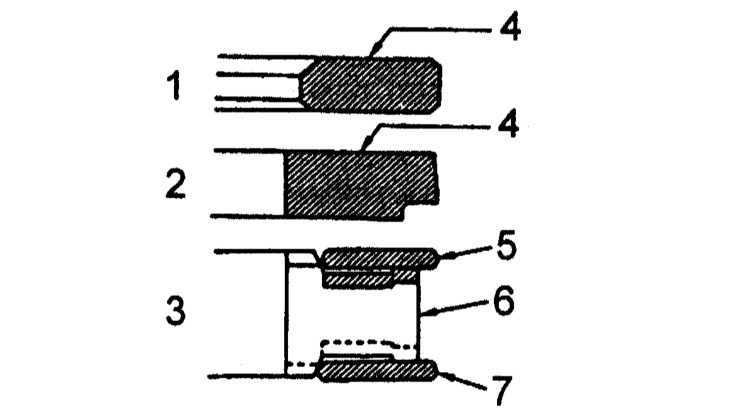
1 — Верхнее компрессионное кольцо 2 — Нижнее (второе) компрессионное кольцо 3 — Маслосъемное кольцо 4 — Метка R или N 5 — Верхняя рабочая секция маслосъемного кольца 6 — Пружинный расширитель 7 — Нижняя рабочая секция маслосъемного кольца |
|
ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||
| ||||||||
 | Если двигатель ремонтируется с целью устранения стука пальцев, замените шатунные сборки. |
 | |
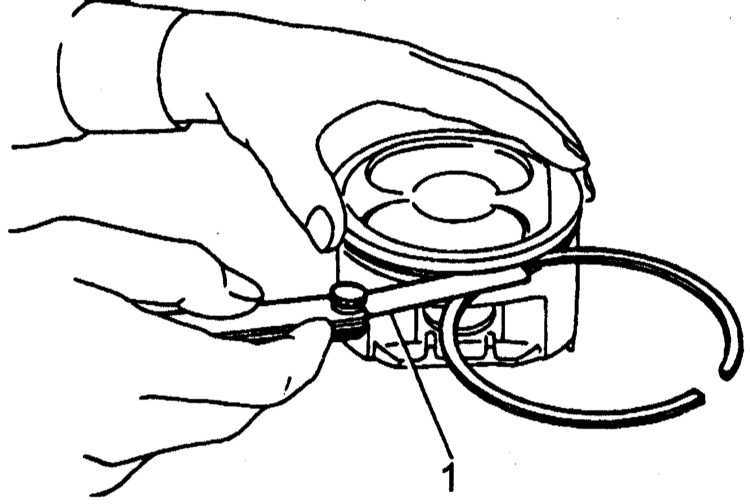
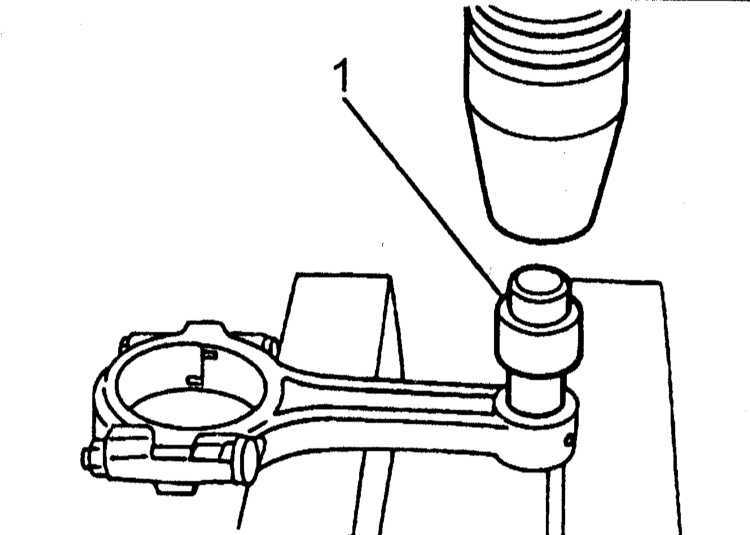
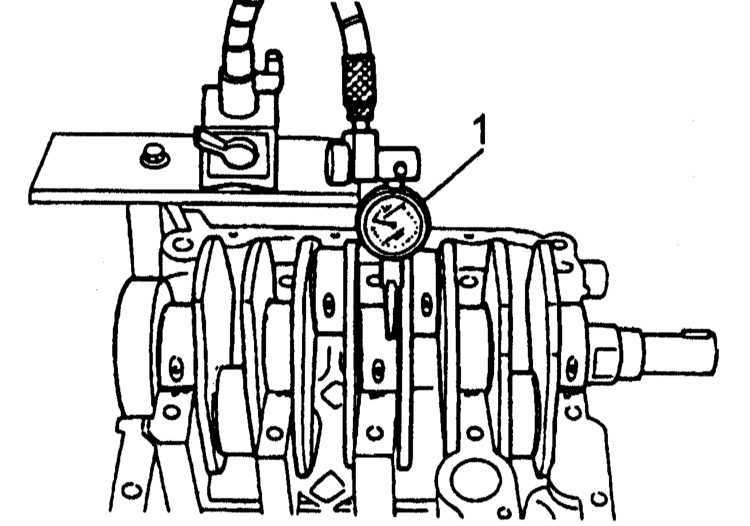
1 — Шатун 2 — Щуп лезвийного типа |
|
 | |
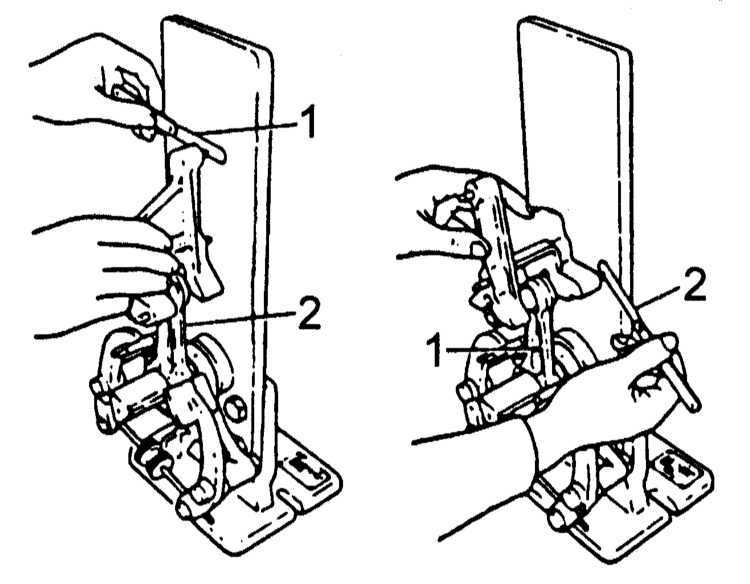
1 — Оправка для выпрессовывания/посадки втулок верхних головок шатунов |
|
ПОРЯДОК ВЫПОЛНЕНИЯ | |
|
ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||
| ||||||||||

 | |
1 — Вкладыши шатунного подшипника 2 — Шатун 3 — Крышка нижней головки шатуна 4 — Поршневые кольца 5 — Стопорное кольцо поршневого пальца 6 — Боковая метка |
|
ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||
| ||||||||

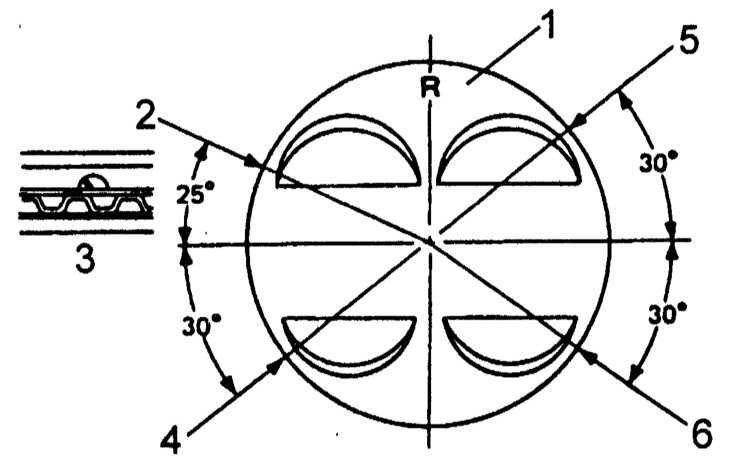 | |
1 — Маркировка принадлежности поршня к соответствующему полублоку (R - правый полублок, L - левый полублок) 2 — Замок верхней рабочей секции маслосъемного кольца 3 — Загнуть язычок верхней рабочей секции и заправить его в приемное отверстие 4 — Замок верхнего компрессионного кольца 5 — Замок нижней рабочей секции маслосъемного кольца 6 — Замки нижнего компрессионного кольца и пружинного расширителя маслосъемного кольца |
|
 |
ПОРЯДОК ВЫПОЛНЕНИЯ | |
|
 | Кольца следует устанавливать со стороны, противоположной расположению соответствующего технологического в полублоке. |
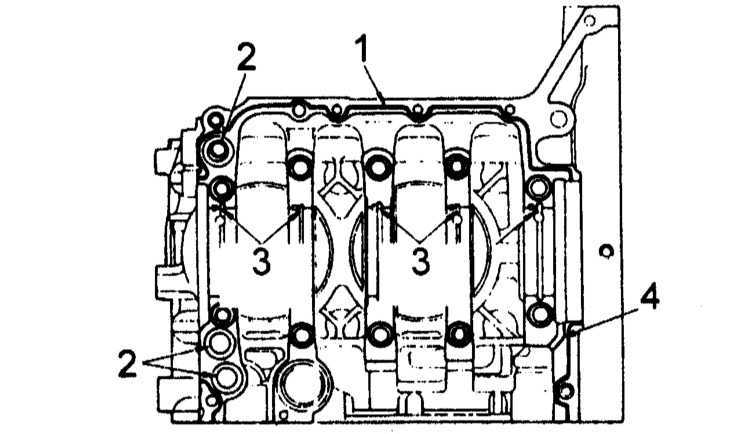 | |
1 — Жидкий герметик 2 — Канавка по установку уплотнительного кольца 3 — Канавки в постелях коренных подшипников 4 — Маслоток |
|
 | Перед установкой вкладышей их спинки и постели в полублоках следует тщательно очистить от масла и любых прочих загрязнений! |
ПОРЯДОК ВЫПОЛНЕНИЯ | |||
|

 | |
1 — Вкладыши коренных подшипников 2 — Сборка коленчатого вала с шатунами 3 — Полублока 4 — Стяжные болты левого полублока 5 — Стяжные болты правого полублока |
|
ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||
| ||||||||||

 | |
1 — Маслоотражательная перегородка 2 — Маслозаборник 3 — Кронштейн маслозаборника 4 — Поддон картера 5 — Крышка маслоотделителя 6 — Маховик | 7 — Нижняя крышка купола трансмиссии 8 — Масляный насос 9 — Водяной насос 10 — Патрубок охладительного тракта 11 — Масляный фильтр |
ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||
| ||||||||||||||||||