Клапаны и головка блока цилиндра
Компоненты
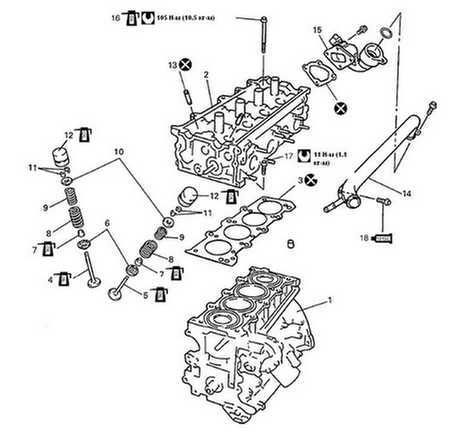 | |
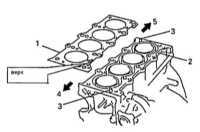
«А» — нанесите герметик (SUZUKI BOND №1215, 99000-31110) на резьбу 1 — блок цилиндра 2 — головка цилиндра 3 — прокладка головки цилиндра 4 — впускной клапан 5 — выпускной клапан 6 — чашка клапанной пружины 7 — уплотнение стержня клапана 8 — пружина клапана (внешняя) 9 — пружина клапана (внутренняя) | 10 — держатель пружины клапана11 — чека клапана 12 — гидравлический регулятор клапанного зазора 13 — направляющая втулка клапана 14 — водная выпускная труба 15 — крышка выпускного патрубка 16 — болт головки цилиндра 17 — болт головки цилиндра (М6) 18 — болт водной выпускной трубы |
 | Нанесите закрепляющий герметик 99000-31110 на резьбу болта. |
 | Вращающий момент затяжки. |
 | Не использовать повторно. |
 | Смажьте моторным маслом скользящие поверхности каждой части. |
Снятие
ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||||||||||
|





Разборка
ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||||||||
|



Проверка
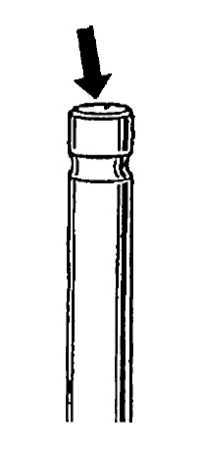
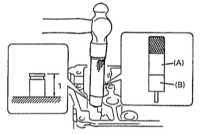
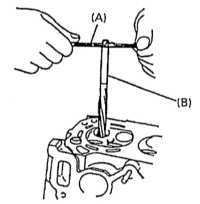
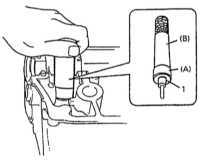
Направляющие втулки клапана
|
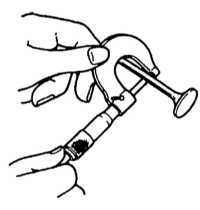
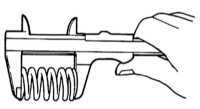
| С помощью микромера и штангенциркуля снимите показания диаметров стержней клапанов и направляющих, для того чтобы проверить зазор между стержнями и направляющими. Не забудьте снять показания с нескольких мест по всей длине каждого стержня и направляющей. Если зазор выходит за пределы нормы, замените клапан и направляющую втулку клапана. |

Технические характеристики клапана и направляющей втулки клапана
Позиция | Норма | Предел | |
Диаметр стержня клапана | Впуск | 5.965 – 5.980 мм (0.2349 – 0.2354 дюймов) | — |
Выпуск | 5.940 – 5.955 мм (0.2339 – 0.2344 дюймов) | — | |
Внутренний диаметр направляющей втулки клапана | Впуск | 6.000 – 6.012 мм (0.2363 – 0.2366 дюймов) | — |
Выпуск | |||
Зазор между стержнем и направляющей | Впуск | 0.020 – 0.047 мм (0.0008 – 0.0018 дюймов) | 0.07 мм (0.0027 дюймов) |
Выпуск | 0.045 – 0.072 мм (0.0018 – 0.0028 дюймов) | 0.09 мм (0.0035 дюймов) | |
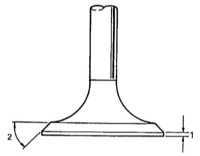
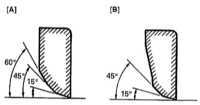
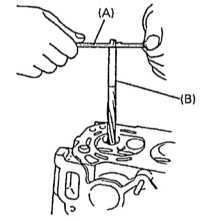
Клапаны
ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||||||
|



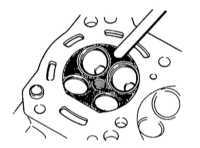
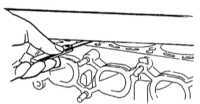
Головка цилиндра
ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||||
|

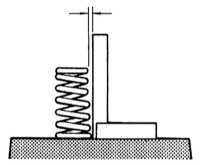
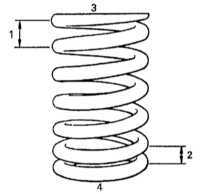
Клапанные пружины
ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||||||||||||||||||
| |||||||||||||||||||||||

Сборка
ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||||||||||||||||||
|



Установка
ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||||||||
|